همراه ما باشید تا در این جلسه با اصول مقدماتی PLC ها به عنوان نیروی محرکهی اتوماسیون صنعتی آشنا شویم.
PLC مبحث بسیار گسترده و مهمی در الکترونیک و صنعت است و امروز میخواهیم با مقدمات آن آشنا شویم. حتما تا به حال نام PLC را بسیار شنیدهاید؛ اما آیا تا به حال به معنای این نام فکر کردهاید؟ PLC مخفف عبارت programmable logic controller به معنای “کنترلر منطقی برنامهپذیر” است. خب؛ حالا شاید راحتتر بتوانید در مورد معنای آن فکر کنید!
بله! دقیقا! PLC یک کامپیوتر خاصمنظوره است. کامپیوتری که صفحهی نمایشگر به معنای متداول کامپیوترها، کیبرد، پرینتر و حتی هیچ هارد درایوی ندارد. یک کامپیوتر مخفی در دل کنترل پنل یک کارخانه ! اما با تمام اینها باز هم PLC ماهیتا یک کامپیوتر است.
پیشنهاداتی برای مطالعه بیشتر
PLC جایگزین سیستم های سنتی رلهای
ابتدا به ساکن از اینجا شروع کنیم که PLC ها در واقع جایگزینهایی برای رله پنلها بودند. ابزارهایی که کنترل خاموش و روشن کردن تجهیزات را برعهده داشتند. اما به مرور مشخص شد که روشن و خاموش کردن یک ماشین با استفاده از منطق رلهها مستلزم اتلاف زمان و انرژی بالایی ست. همچنین چالشهای متعددی نیز به همراه داشتند. به عنوان مثال اینکه ایجاد تغییر در برنامهی عملکرد یک ماشین کاری بس پیچیده و بغرنج بود.

یا مثلا اینکه رلهها نسبت به قطعات کامپیوتری به مراتب بیشتر دچار خرابی میشدند.
بنابراین در صورتی که یک رله پنل دچار خرابی میشد، مدت زمانی که طول میکشید تا دوباره تعمیر شود و خط تولید را راهاندازی کند، در مقایسه با یک کنترل مبتنی بر PLC بسیار بیشتر بود.
و مضاف بر تمام اینها، رلهها جریان الکتریکی زیاد مصرف میکردند و در نتیجه مقادیر فراوانی نیز گرما و آلودگی تولید میکردند! از طرفی فضایی که یک رله پنل اشغال میکرد نیز فضای قابل توجهی محسوب میشد. مجموعهی این نقاط ضعف باعث که به مرور این پنلها کنار رفته و PLC ها جایگزین آنها شوند.
ساختار PLC
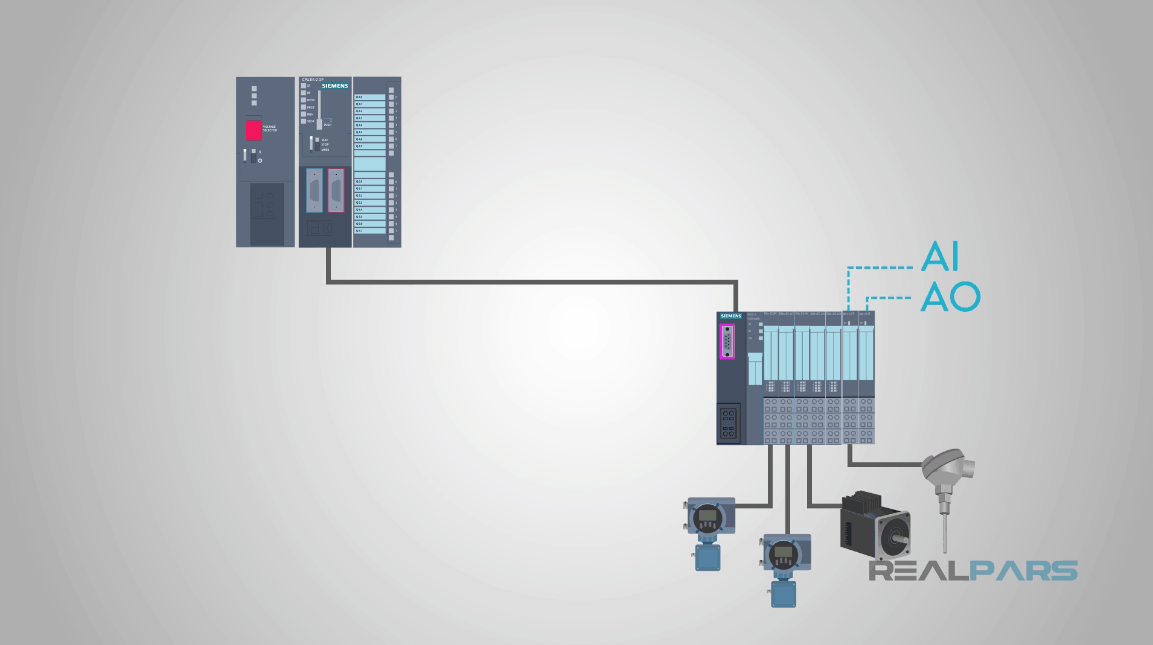
ظاهر یک PLC که در یک کارخانه نصب شده باشد به طرز فریبندهای ساده است! یک ماژول CPU داریم و یک دستگاه I/O که ورودی/ خروجیها از آنجا به PLC متصل هستند. البته گاهی اوقات بخش I/O نیز در داخل همان ماژول پردازنده ( CPU) قرار دارد و جدا از هم نیستند. گاهی اوقات نیز به صورت دو ماژول جداگانه هستند.

بخش پردازنده ، ورودی/ خروجیهای بخش I/O را دریافت و تامین میکند بنابراین منطقی و طبیعیست که این دو ماژول هرچند که به لحاظ ظاهری از هم جدا باشند، اما دارای ارتباطی فیزیکی و الکترونیکیای با یکدیگر باشند تا بتوانند تبادل اطلاعات کنند. این ارتباط گاهی به صورت صفحهی باریک مخصوصی ست که آنها را در قسمت پشتی به هم متصل میکند و گاهی به صورت ارتباطات الکترونیکی.
در برخی PLC ها نیز ماژول CPU و ماژول I/O میتوانند کیلومترها از هم دور باشند و ارتباط میان آنها از طریق کابلهای دیتا برقرار شود. بنابراین تصور نکنید که یک PLC لزوما به صورت یک بستهی کامل است که در یک مکان واحد مستقر شده باشد.
و از آنجا که پردازندهی PLC دقیقا یک کامپیوتر است، ورودی و خروجیهای آن الزاما محدود به ورودی/ خروجیهای دیجیتال نیستند. در طول سالیانی که PLC ها به دنیای تجهیزات صنعتی وارد شدهاند، سازندگان آنها قابلیت خواندن یا صادرکردن دادههای مختلف از جمله آنالوگ، دیجیتال، دادههای عددی و … را به آنها اضافه کردهاند. پس اصلا جای نگرانی نیست.
محاسبات در PLC
اما وقتی قابلیت دریافت دادههای عددی به PLC ها اضافه شده باشد، باید قابلیت پردازش آنها نیز افزوده شود! بنابراین PLC ها در برنامههایشان به تواناییهایی محاسباتی نیز مجهز شدند. بنابراین اکنون میتوانیم در صورت نیاز به کمک PLC ها محاسبات عددی نیز انجام دهیم . شاید بپرسید خب محاسباتی عددی چه کاربردی دارند اصلآ؟ به عنوان مثال انجام محاسبات بر روی مقادیر موجود در کنترل آماری فرآیندها (SPC). یا قرار دادن کنترلرهای PID به صورت مستقیم در داخل برنامهی PLC ها.
برنامهنویسی PLC
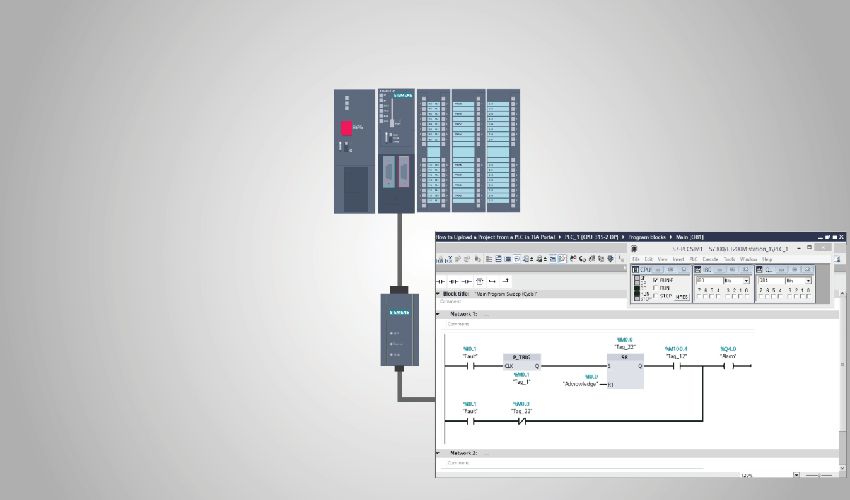
اما همانطور که از نام PLC برمیآید, کنترلر منطقی برنامهپذیر، PLC ها نیاز به برنامه دارند. پس قبل از هر چیزابتدا باید برنامهی آنها را بنویسیم. در اغلب PLC ها این کار از طریق اپلیکیشنهای استانداردی که بر روی دسکتاپها و لپتاپها وجود دارند، امکانپذیر است.

این اپلیکیشنها از طریق اترنت و یا از طریق باسهای ارتباطی بخصوص و یا روشهای دیگر با PLC ارتباط برقرار میکنند. اینکه کدام یک ازاین حالت باشد ، بستگی به سازندهی آن PLC دارد اما به طور معمول امروزه سازندگان PLC ها روش اترنت و باس را به سایر روشها ترجیح میدهند.
اما خبر بد این است که متاسفانه تولیدکنندگان PLCها هنوز بر روی اینکه چگونه باید PLC ها را برنامه نویسی کرد به توافق مشخصی نرسیدهاند! البته ادعا میشود که غالبا نوعی از منطق نردبانی را به کار میبرند و تنها ویژگیهای جزئی زبان برنامهنویسی ممکن است در آنها متفاوت باشد و البته به واسطهی این تفاوتهای جزئی است که PLC های مختلف قابلیتهای مختلفی دارند! یا آنکه ممکن است کار واحدی را به روشهای مختلفی انجام دهند. یا مثلا ترتیب انجام فرآیندها در بخشهای مختلف یک برنامه که توسط CPU اجرا میشود میتواند در PLC های مختلف متفاوت باشد.
و در پایان با ذکر این نکته به این آموزش خاتمه میدهیم که یکی از اقداماتی که در راستای نظم دادن به این تفاوتهای عملکردی انجام شده است، استاندارد IEC 61131 است که توسط موسسه ملی استاندارد آمریکا (ANSI) وضع شده است. کافیست به صفحهی اینترنتی ANSI سری بزنید تا نظر کارشناسان را در این زمین ببینید.
این استاندارد چندین و چند زبان مختلف برنامه نویسی ( مختص PLC ها) را با نقاط قوت و ضعف آنها معرفی و بررسی میکند. براساس این توضیحات و براساس اقتضائات و برنامههای مدیران تولیدکننده و نیز نیازهای مشتریان، هر تولیدکنندهای میتواند تشخیص دهد که استفاده از کدام یک از این زبانها اهداف او را برآورده میسازد.
فیلم خلاصه توضیحات آموزش اصول مقدماتی PLC (انگلیسی)
فیلم خلاصه توضیحات آموزش اصول مقدماتی PLC (انگلیسی)
منبع: ترجمه از وبسایت REALPARS
امیدواریم از این آموزش اصول مقدماتی PLC بصورت ساده که مقدمهای بود بر سنگبنای بسیاری از فرآیندهای کنترل صنعتی؛ یعنی PLC ها لذت برده باشید. در درسهای بعدی سایر اجزای کنترل فرآیندهای صنعتی را نیز در قالب همین آموزشهای ساده با هم مرور خواهیم کرد. نظرات و سوالات خود در مورد این موضوع را با ما به اشتراک بگذارید.
اگر این نوشته برایتان مفید بود لطفا کامنت بنویسید.